

Eenvoudig productieproces van stalen kogels
Vormen van onbewerkte kogels → verwijdering van ringen → ruw slijpen → zacht slijpen → vormen van onbewerkte kogels → gladde kogel (of vijlen → zacht slijpen) → hard slijpen → fijn slijpen → precisieslijpen (of polijsten) → ultraprecies slijpen.
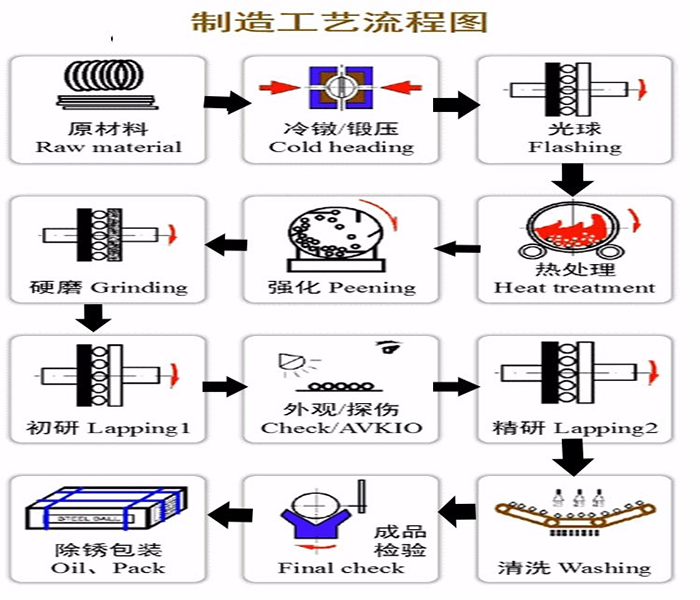
Gedetailleerd productieproces van stalen kogels
1. Draadtrekken: Rek de draad uit tot de gewenste diameter met behulp van een draadtrekmachine;
2. Koude kop (smeden): Plaats de getrokken draad in een koude kopmachine met stalen kogels en gebruik de stalen matrijs in de machine om er een blanco bal van te smeden;
3. Lichtbal: twee gietijzeren ronde platen met maalkogels in de lichtbalmachine drukken en vijlen het koude embryo om de buitenste ring en twee palen van het embryo te verwijderen;
4. Zachte bal: twee ronde gietijzeren maalkogelplaten in de zachte balmachine vijlen het lichte balembryo in om het tot de vereiste baldiameter en oppervlakteruwheid te malen;
5. Warmtebehandeling: plaats de bal in een warmtebehandelingsoven, carbureer hem, blus hem en temper hem om hem een bepaalde carbureringslaag, hardheid, taaiheid en verpletterende belasting te geven;
6. Hard slijpen: de slijpschijf in de slijpmachine zet de hittebehandelde bal blank onder druk en maalt deze om de zwarte oxidelaag op het oppervlak van de bal te verwijderen en de nauwkeurigheid van de bal te corrigeren;
7. Precisieslijpen / polijsten reinigen: Precisieslijpen: Maal het slijpbal-embryo in de precisieslijpmachine om de vereiste precisie en gladheid van het eindproduct te bereiken;
Polijsten en reinigen: Giet de bal in de polijsttrommel en draai deze, reinig vervolgens het bolvormige oppervlak met polijstreinigingsmiddel en water om het schoon en glanzend te maken;
8. Selectie van het uiterlijk: gebruik handmatige visuele inspectie om eventuele defecten aan het oppervlak van de stalen kogel te controleren, en gebruik een micrometer om de werkelijke ronding en de variatie in de batchdiameter te meten, en gebruik een oppervlakteruwheidsmeter om de oppervlakteruwheid te detecteren als laatste inspectie;
9. Verpakking: Smeer stalen kogels/roestvrijstalen kogels/lagerstalen kogels in met roestwerende olie en verpak ze in kartonnen dozen of geweven zakken.
Met de ontwikkeling van de technologie is de vraag naar grote heavy-duty lagers in de apparatuurindustrie verder toegenomen in termen van kwantiteit en kwaliteit, en de eisen aan de kwantiteit en kwaliteit van het ondersteunen van grote stalen lagerkogels moeten ook dienovereenkomstig worden verhoogd. De diametervariatie van de stalen kogelbatch moet klein zijn, de oppervlakteruwheid van de stalen kogel moet klein zijn, de nauwkeurigheid moet hoog zijn en het verschil tussen de kernhardheid en de oppervlaktehardheid van de stalen kogel moet klein zijn. De diameter van grote stalen lagerkogels heeft nu 150 MM-200 MM bereikt.
Het productieproces van grote stalen kogellagers verschilt van dat van gewone specificaties. De volgende vergelijking wordt gemaakt:
1. Productieproces van grote stalen kogellagers:
Snijden - Smeden - Gloeien - Draaien Verwerken - Warmtebehandeling - Hard slijpen - Eerste onderzoek - Precisieonderzoek;
2. Productieproces van gewone specificatie met stalen kogels:
Draadtrekken - Koude kop - Lichte bal - Zachte bal - Warmtebehandeling - Hard slijpen - Fijn slijpen;
Productieproces van geïmporteerde stalen lagerkogels
1) Productieapparatuur die gebruik maakt van geïmporteerde stalen lagerkogels
2) Beweeg eerst de hydraulische cilinder om de slijpplaat vooruit te bewegen totdat de stalen lagerkogel tussen de twee slijpplaten kan worden geplaatst.
3) Installeer de kogeluitlaat en bewaar deze in losse staat. Jot de spindel om de ruimte tussen de twee maalplaten te vullen met stalen kogels, en stel de kogeluitlaat hierop af
Het kogelopvangblad is stevig bevestigd aan het kopvlak van de slijpplaat (of slijpschijf) en bevestigd aan de kogeluitlaat. Op dit punt is het raadzaam om druk uit te oefenen op de twee maalplaten om de chroomstalen kogel te laten draaien.
4) Sluit de beschermkap, start de waterpomp, start de materiaalbak en start de hoofdas.
5) Pas volgens de procesgewoonten van elke fabriek de snelheid van de spil en de materiaalbak aan en pas het aantal kogels aan om ervoor te zorgen dat de stalen kogels in elke groef van de geleideplaat gelijkmatig worden verdeeld
Gelijkmatig verdeeld en niet overlappend.
6) Pas de maaldruk aan, draai de drukschakelaar op het bedieningspaneel in de open positie, pas de drukverhogende klep op het hydraulische stationpaneel aan en breng deze omhoog
Specificeer de druk en vergrendel deze in elke fabriek, en let op het hydraulische systeem om de druk tijdens het opstarten te behouden.
7) Onder normale werkomstandigheden is het noodzakelijk om regelmatig de bedrijfsstatus, de druk en het soepele binnenkomen en verlaten van de gastheer te observeren.
8) Wanneer de stalen kogel de gespecificeerde grootte en oppervlaktekwaliteit bereikt, verlaag dan eerst de werkdruk en druk vervolgens op de hoofdstopknop.
9) Bereid de container voor om de stalen lagerkogel te verwijderen.